
取消
清空记录
历史记录
清空记录
历史记录






 浏览器自带分享功能也很好用哦~
浏览器自带分享功能也很好用哦~垃圾桶存在我们日常生活的各个领域。
垃圾桶就使用场合可分为公共垃圾桶和家庭垃圾桶。就盛放垃圾形式可分为独li垃圾桶和分类垃圾桶。就加工材料可分为塑料垃圾桶、不锈钢垃圾桶、陶瓷垃圾桶、木质垃圾桶、水泥垃圾桶和纸浆垃圾桶等等。就开启方式有敞口式、揭盖式、踩ta开盖等。从容量上一般从1L 到240L不等。
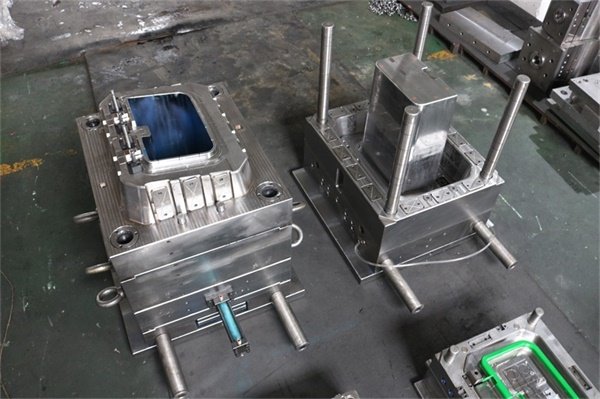
垃圾桶模具结构
简单的垃圾桶模具一般是两板模结构,但是由于垃圾桶种类太多,结构也各有不同,所以模具的结构也会根据产品做出改变。
垃圾桶模具的工艺
型芯型腔材料选择: 预硬钢 : P20,718,2738等; 硬钢: H13,S136
模架选择:龙记标准模架,材料为 S50C 或 P20
型芯型腔硬度要求:预硬钢 : HRC 30~32+-1* 热处理钢 : HRC 50~52+-1*
型芯脱模:常用方式 : 脱模板, 气顶,
模具寿命: (根据材料等级), 理想状态下, 1. 预硬钢, zui少. 300000模; 2.硬/热处理钢 : 800000 模. 3. 不锈钢 : 1000000模.
流道: 1. 冷流道 2. 热流道
包装: 标准木箱包装
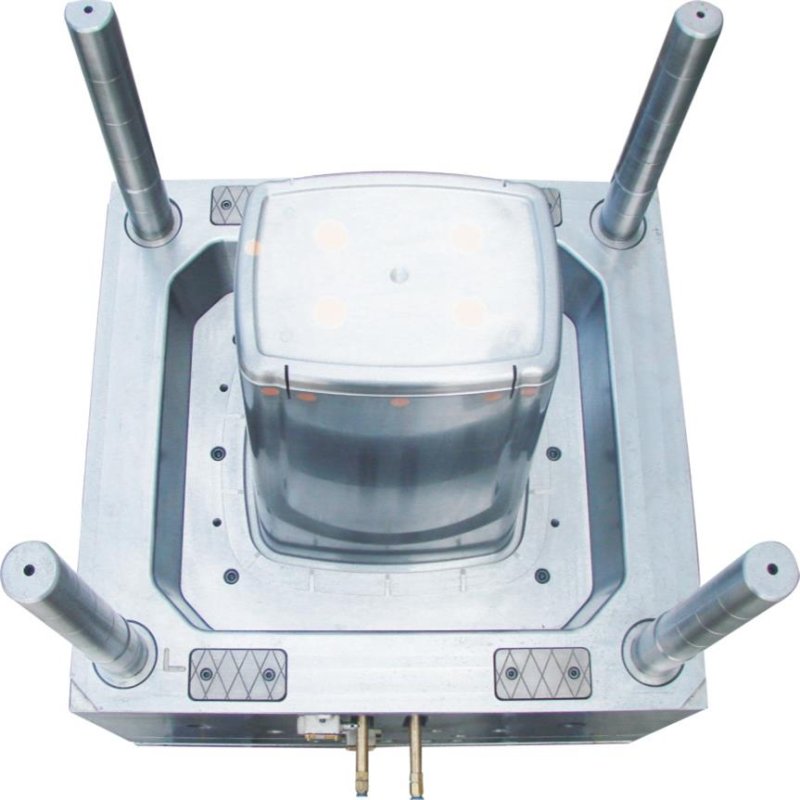
注塑垃圾桶模具生产流程
开料:前模料、后模模料、镶件料、滑块料、斜顶料; 开框:前模模框、后模模框; 注塑模具加工厂; 开粗:前模模腔开粗、后模模腔开粗、分模线开粗; 铜公:前模铜注塑模具材料公、后模铜公、分模线清角铜公; 线切割:镶件分模线、铜公、斜顶枕。为了保证热量能加到模具上或除去,系统的所有部件都必须满足以下条件:在模具内部,冷却通道的表面面积必须足够大,并且流道的直径应与泵的容量和泵的压力相匹配。腔体内的温度分布对零件的变形和内部压力有很大的影响。冷却通道的合理设置可以降低内部压力,从而提高注塑件的质量。缩短了生产周期,降低了产品成本。根据注塑机的质量要求,模具温度机必须能够使热传导流体的温度恒定在1~3℃范围内。
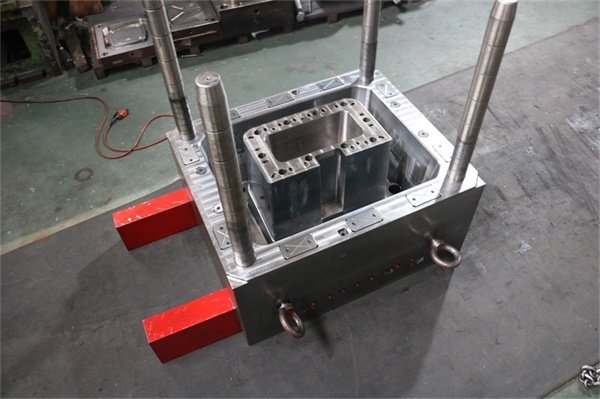
大型垃圾桶注塑模具的制作方法
1.大型垃圾桶注塑模具,包括上复板和下复板,上复板中安装浇口,上复板下安装定模板,定模板中制有流道,定模板下安装定模框,下复板上安装动模框,动模框中安装动模芯,动模芯与定模框之间的间隙构成垃圾桶模腔,其特征是:定模框上设有用以成型脚轮孔的抽芯杆、用以驱动抽芯杆运动的抽芯油缸,抽芯杆内设有沿抽芯杆的长度方向设置且用以注入冷却水的注液孔。
2.根据权利要求1所述的大型垃圾桶注塑模具,其特征是:注液孔包括进液孔和回流孔,回流孔沿抽芯杆轴心设置且位于其轴心处,进液孔均布于抽芯杆的圆周上且围在回流孔的四周,进液孔远离抽芯油缸的一端与回流孔相连通。
3.根据权利要求2所述的大型垃圾桶注塑模具,其特征是:抽芯杆上靠近抽芯油缸的一端设有连通所有进液孔的连通环槽以及用以连通连通环槽的进液连接孔。
4.根据权利要求3所述的大型垃圾桶注塑模具,其特征是:抽芯杆包括抽芯配合段和油缸连接段,连通环槽设于油缸连接段上,油缸连接段通过焊接工艺和抽芯配合段相接。
5.根据权利要求1所述的大型垃圾桶注塑模具,其特征是:定模框上还设有侧镶块,抽芯杆穿过侧镶块与脚轮孔配合,抽芯杆的外表面沿抽芯杆的长度方向设有螺旋形的滑移槽,侧镶块上固定有滑移连接于滑移槽中的凸块,抽芯油缸的油缸杆端部固定有旋转连接于抽芯杆靠近抽芯油缸一端的连接块。
6.根据权利要求5所述的大型垃圾桶注塑模具,其特征是:抽芯杆靠近抽芯油缸的一端沿抽芯杆周向设有环形槽,连接块上设有滑移连接于环形槽的卡接端。
















垃圾桶存在我们日常生活的各个领域。
垃圾桶就使用场合可分为公共垃圾桶和家庭垃圾桶。就盛放垃圾形式可分为独li垃圾桶和分类垃圾桶。就加工材料可分为塑料垃圾桶、不锈钢垃圾桶、陶瓷垃圾桶、木质垃圾桶、水泥垃圾桶和纸浆垃圾桶等等。就开启方式有敞口式、揭盖式、踩ta开盖等。从容量上一般从1L 到240L不等。
垃圾桶模具结构
简单的垃圾桶模具一般是两板模结构,但是由于垃圾桶种类太多,结构也各有不同,所以模具的结构也会根据产品做出改变。
垃圾桶模具的工艺
型芯型腔材料选择: 预硬钢 : P20,718,2738等; 硬钢: H13,S136
模架选择:龙记标准模架,材料为 S50C 或 P20
型芯型腔硬度要求:预硬钢 : HRC 30~32+-1* 热处理钢 : HRC 50~52+-1*
型芯脱模:常用方式 : 脱模板, 气顶,
模具寿命: (根据材料等级), 理想状态下, 1. 预硬钢, zui少. 300000模; 2.硬/热处理钢 : 800000 模. 3. 不锈钢 : 1000000模.
流道: 1. 冷流道 2. 热流道
包装: 标准木箱包装
注塑垃圾桶模具生产流程
开料:前模料、后模模料、镶件料、滑块料、斜顶料; 开框:前模模框、后模模框; 注塑模具加工厂; 开粗:前模模腔开粗、后模模腔开粗、分模线开粗; 铜公:前模铜注塑模具材料公、后模铜公、分模线清角铜公; 线切割:镶件分模线、铜公、斜顶枕。为了保证热量能加到模具上或除去,系统的所有部件都必须满足以下条件:在模具内部,冷却通道的表面面积必须足够大,并且流道的直径应与泵的容量和泵的压力相匹配。腔体内的温度分布对零件的变形和内部压力有很大的影响。冷却通道的合理设置可以降低内部压力,从而提高注塑件的质量。缩短了生产周期,降低了产品成本。根据注塑机的质量要求,模具温度机必须能够使热传导流体的温度恒定在1~3℃范围内。
大型垃圾桶注塑模具的制作方法
1.大型垃圾桶注塑模具,包括上复板和下复板,上复板中安装浇口,上复板下安装定模板,定模板中制有流道,定模板下安装定模框,下复板上安装动模框,动模框中安装动模芯,动模芯与定模框之间的间隙构成垃圾桶模腔,其特征是:定模框上设有用以成型脚轮孔的抽芯杆、用以驱动抽芯杆运动的抽芯油缸,抽芯杆内设有沿抽芯杆的长度方向设置且用以注入冷却水的注液孔。
2.根据权利要求1所述的大型垃圾桶注塑模具,其特征是:注液孔包括进液孔和回流孔,回流孔沿抽芯杆轴心设置且位于其轴心处,进液孔均布于抽芯杆的圆周上且围在回流孔的四周,进液孔远离抽芯油缸的一端与回流孔相连通。
3.根据权利要求2所述的大型垃圾桶注塑模具,其特征是:抽芯杆上靠近抽芯油缸的一端设有连通所有进液孔的连通环槽以及用以连通连通环槽的进液连接孔。
4.根据权利要求3所述的大型垃圾桶注塑模具,其特征是:抽芯杆包括抽芯配合段和油缸连接段,连通环槽设于油缸连接段上,油缸连接段通过焊接工艺和抽芯配合段相接。
5.根据权利要求1所述的大型垃圾桶注塑模具,其特征是:定模框上还设有侧镶块,抽芯杆穿过侧镶块与脚轮孔配合,抽芯杆的外表面沿抽芯杆的长度方向设有螺旋形的滑移槽,侧镶块上固定有滑移连接于滑移槽中的凸块,抽芯油缸的油缸杆端部固定有旋转连接于抽芯杆靠近抽芯油缸一端的连接块。
6.根据权利要求5所述的大型垃圾桶注塑模具,其特征是:抽芯杆靠近抽芯油缸的一端沿抽芯杆周向设有环形槽,连接块上设有滑移连接于环形槽的卡接端。
相关产品
RELATED PRODUCTS



公司简介
香港马王749494八蓝月亮, 位于浙江黄金海岸线中部,黄岩为台州市主城区之一;是模具产业发达之地,高新技术产业发展迅速,是台州汽车模具厂家之一,有关汽车件模具价格和车灯模具设计相关都可以与我们联系。感谢您的访问!
联系方式




